.png)




Giám sát ăn mòn chính xác cao sử dụng Kiểm tra siêu âm (PAUT/TFM) trên thiết bị Sonatest Veo3
Ăn mòn liên quan đến quá trình hư hỏng vật liệu do phản ứng hóa học giữa kim loại và môi trường của nó, trong đó, ăn mòn điện hóa xảy ra khi hai kim loại khác nhau tiếp xúc với chất điện phân. Có nhiều kỹ thuật để đảm bảo tính toàn vẹn của chi tiết khi kiểm tra sự ăn mòn. Kiểm tra siêu âm mảng điều pha (PAUT) đã trở thành một cách tiếp cận phổ biến để đạt được những đánh giá như vậy. Gần đây, phương pháp bắt ma trận đầy đủ (FMC) và kỹ thuật lấy nét toàn bộ (TFM) mở ra một tiềm năng mới trong kiểm tra. Thật vậy, nó đã được biết đến với khả năng xác định kích thước và độ chính xác cao. Mặt khác, PAUT thường có tốc độ nhanh hơn và tuân thủ theo các tiêu chuẩn đã có. Bài viết này so sánh việc lập bản đồ ăn mòn bằng cách sử dụng kỹ thuật PAUT và TFM trên mẫu bị ăn mòn điện hóa theo thời gian để thể hiện ưu điểm của từng kỹ thuật. Cả hai bộ dữ liệu được thu thập trên cùng một quá trình, áp dụng trên cùng một thiết bị là Sonatest Veo3 để so sánh đáng tin cậy.
1. Giới thiệu
Ăn mòn là một trong những thiệt hại chính gây ảnh hưởng đến cơ sở hạ tầng ngày nay. Nếu hiện nay việc đánh giá khu vực bị ăn mòn nhỏ lẻ là một ứng dụng phổ biến, thì việc đánh giá mức độ ăn mòn theo thời gian bằng các biện pháp phòng ngừa thông qua kỹ thuật siêu âm vẫn chưa dễ dàng đạt được. Bài viết này so sánh, đánh giá kỹ thuật siêu âm mảng điều pha (PAUT) và kỹ thuật lấy nét toàn bộ (TFM) về sự phát triển của ăn mòn điện hóa theo thời gian. Các lần thu thập dữ liệu lấy trên cùng một mẫu trong khoảng thời gian 45 ngày.
2. Ăn mòn điện hóa
Ăn mòn là sự suy giảm của vật liệu bởi các phản ứng hóa học hoặc điện hóa do môi trường, khi kim loại bị ăn mòn, nó sẽ trở thành trạng thái oxit của nó. Điều này có nghĩa là kim loại chuyển từ trạng thái kim loại sang trạng thái bị ăn mòn. Mặc dù có sự suy giảm vật lý và cơ học, nhưng sự ăn mòn không phải do tác động cơ học. Tuy nhiên, tác động cơ học kết hợp với ăn mòn có thể dẫn đến các loại ăn mòn nguy hiểm khác như ăn mòn mỏi hoặc ăn mòn ma sát.
Ăn mòn điện hóa xảy ra khi hai kim loại có thế năng khác nhau tiếp xúc với nhau và có sự tham gia của chất điện phân, sự khác biệt giữa hai kim loại sẽ gây ra sự ăn mòn. Cực âm là một kim loại không bị ăn mòn, cực dương là một kim loại ở trạng thái oxit của nó sẽ bị ăn mòn. Chất điện phân cho phép chuyển các electron giữa hai kim loại với nhau, các electron đi từ cực dương sang cực âm. Tóm lại, một cực dương mất điện tử và cực âm nhận được điện tử. Sự trao đổi điện tử này là cơ sở của một phản ứng hóa học, các hạt electron đến và đi một điện cực nhờ chất điện phân.
3. Phương pháp Bắt ma trận toàn bộ (FMC) và Kỹ thuật lấy nét tổng thể (TFM)
Bắt ma trận đầy đủ (FMC) là một kỹ thuật thu nhận tín hiệu khi đó một biến tử phát sẽ được thu bằng tất cả các biến tử, bao gồm cả biến tử phát. Do đó, một tín hiệu ma trận được tạo ra với các tệp dữ liệu được tạo từ thông tin A-scan thực.
Kỹ thuật lấy nét toàn bộ (TFM) là một kỹ thuật hình ảnh và sau thu thập được áp dụng cho tập dữ liệu FMC. Vì vậy, thuật toán TFM sử dụng dữ liệu A-scan từ tất cả các biến tử cho một hình ảnh được lấy nét tại mọi điểm xác định trong frame (khung hình).
4. Phương pháp thực nghiệm
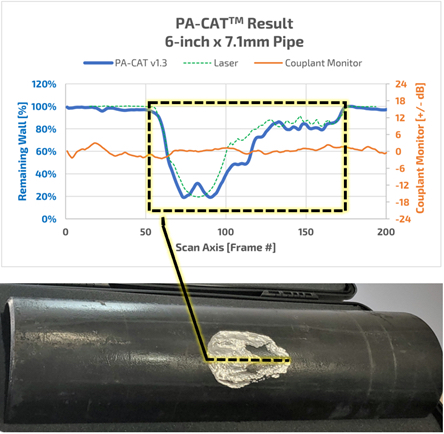
Một tấm thép Cacbon dày 12 mm, có 12 lỗ khoan với đường kính khác nhau, đã bị ăn mòn bởi quá trình ăn mòn điện hóa. Một tấm đồng được đặt trên các hốc của tấm thép để hoạt động như một cực âm. Nhiều nồng độ nước muối khác nhau được sử dụng để làm chất điện phân, bắt đầu bằng nồng độ thấp (khoảng 5g/100ml) và kết thúc bằng nồng độ cao (khoảng 50g/100ml). Nồng độ đã được thay đổi để quá trình ăn mòn điện hóa tăng lên như trong Hình 1.
.png)
Hình 1: Tấm thép ở tình trạng ban đầu (số 1) và tấm thép sau khi thử nghiệm ăn mòn điện hóa (số 2).
Sử dụng thiết bị Sonatest Veo3 với khả năng ghi nhận FMC với các phụ kiện. Đầu dò X3-10M64E-0.6P được sử dụng với tần số 10 MHz, 64 biến tử và bước 0.6. Dữ liệu được phần tích bằng phần mềm UTmap, phần mềm này có một công cụ xác định kích thước khuyết tật tự động được gọi là "Annotation" cho cả PAUT và TFM. Tất cả các khuyết tật trong bài viết này đều được thực hiện bằng cách sử dụng tính năng này. Vận tốc của vật liệu là giống nhau cho tất cả các lần thu nhận để tăng tính lặp lại của quá trình kiểm tra.
5. Thu thập dữ liệu quét PAUT L-scan
Ăn mòn được đo lường tốt nhất bằng cách sử dụng chùm tia vuông góc với bề mặt tiếp cận. Ban đầu, sự ăn mòn được đánh giá bằng cách sử dụng một tính hiệu A-scan. Trong quá trình phát triển, các cách biểu diễn mới xuất hiện dựa trên các kích thước, với việc sử dụng bộ mã hóa, chẳng hạn như B-scan (1 trục) và C-scan (2 trục).
Trong khi B-scan đại diện cho một mặt cắt ngang của chi tiết, C-scan biểu thị một cái nhìn từ trên xuống của khu vực được mã hóa 2 chiều. Trong đó, giá trị thời gian bay hoặc biên độ được biểu diễn bằng bảng màu. Dữ liệu được lấy bằng phép quét L-scan và tất cả các kích thước khuyết tật được trích xuất trực tiếp từ C-scan.
6. Phương pháp đánh giá độ sâu
Để tăng khả năng lặp lại giữa các lần thu thập dữ liệu, các kích thước khuyết tật được xác định tự động dựa trên phương pháp tiếp cận thời gian bay, chiều dày còn lại của tấm thép được trích xuất tự động từ công cụ này. Thuận toán trong phạm vi tiêu chí nhất định sẽ cung cấp giá trị chiều dày còn lại của lỗ khoan. Tham số biên độ được quản lý ở các bước phân tích bằng cách thiết lập mức của cổng bắt xung, đối với tất cả các phép đo, vị trí cổng phải cao lơn xung nhiễu.
7. Kết quả
7.1. Đánh giá độ sâu thông qua thời gian
Tấm thép Cacbon được kiểm tra 7 ngày một lần, ngoại trừ một khoảng thời gian 14 ngày, trong thời gian tổng thể là 2 tháng. Cả 2 kỹ thuật đều trích xuất thông tin C-scan chỉ sử dụng cổng đầu tiên. Các lỗ vòm khiến việc lấy thông tin bằng hai cổng là không thể. Hạn chế này ảnh hưởng đến tính lặp lại của kết quả theo thời gian vì sai số chiều dày lớp ghép nối tạo ra. Bước sóng của kiểm tra này có giá trị là 0.59 mm, theo lý thuyết, cấu hình này có giới hạn thời gian bay lý thuyết là λ/4 dài 0.14mm.
7.2. Phân tích kết quả PAUT
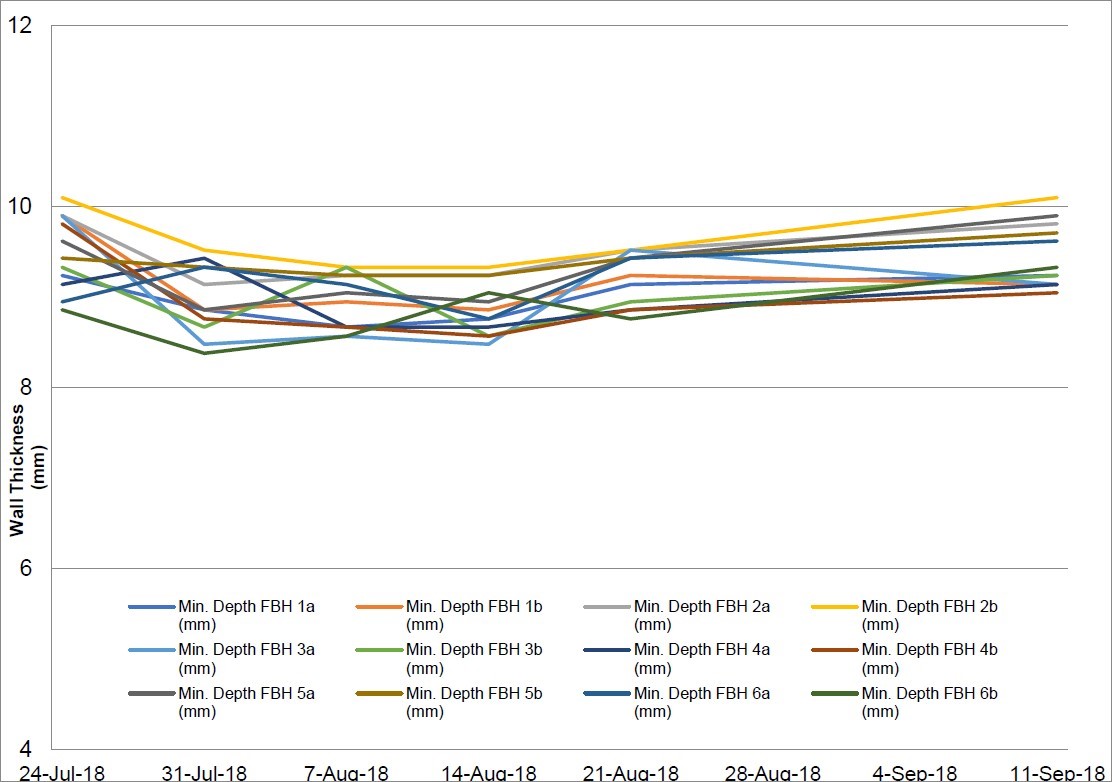
Hình 2: Tổng quan về thay đổi chiều dày còn lại theo thời gian đối với kết quả PAUT.
Có thể thấy sự thay đổi chiều dày nhỏ từ lần thu nhận này sang lần thu nhận khác với xu hướng giảm chiều dày. Trong hình có thể thấy chiều dày còn lại có sự thay đổi nhỏ từ lần thu nhận này sang lần thu nhận khác. Tuy nhiên, nếu ban đầu có xu hướng giảm thì nó đang tăng dần lên trong lần thu nhận gần nhất.
Giải thích điều này bởi nhiều yếu tố. Đầu tiên, tốc độ ăn mòn do quá trình điện hóa có thể ước tính cao trước khi bắt đầu kiểm tra. Hơn nữa, đáy của lỗ không tiếp xúc trực tiếp với cực âm trong quá trình ăn mòn điện hóa và có thể ít bị ảnh hưởng so với phần còn lại của tấm. Tốc độ ăn mòn hạn chế này kết hợp với sai số tạo ra bởi quá trình thu nhận sẽ giải thích xu hướng của biểu đồ này. Thật vậy, vì hình dạng mãi vòm của lỗ, dữ liệu phải được trích xuất chỉ bằng một cổng, điều này làm cho phép so sánh đo lường tổng thể nhạy tới sự thay đổi chiều dày.
Ngoài ra, Hình 2 nêu bật thực tế là tính toán chiều dày theo PAUT cho một lần thu nhận được 12 lỗ không hướng đến một tốc độ ăn mòn chính xác.
7.3. Phân tích kết quả TFM
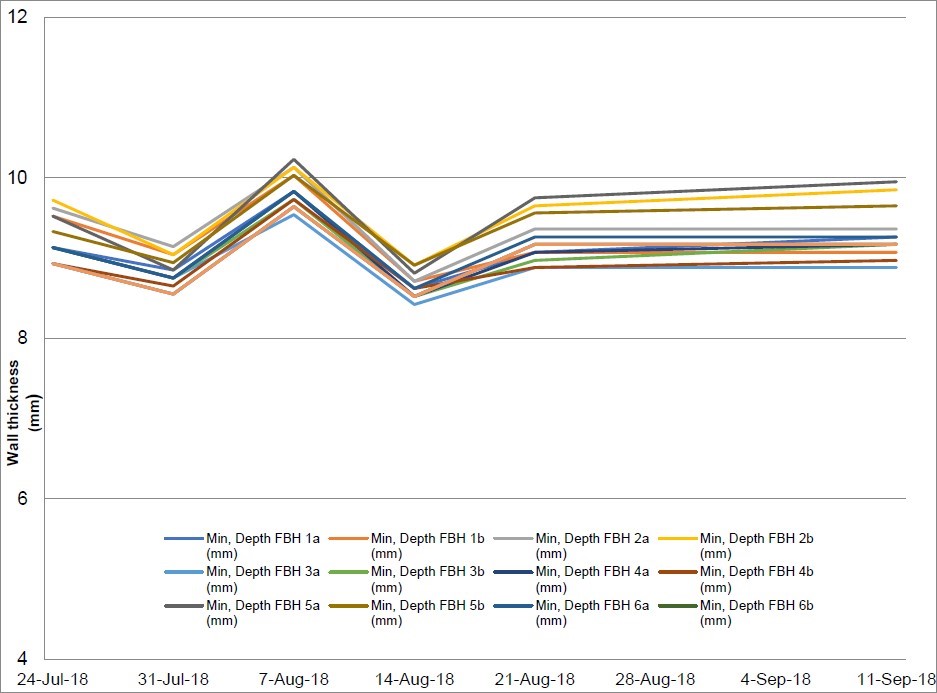
Hình 3: Thay đổi chiều dày còn lại theo thời gian khi sử dụng TFM
Kết quả TFM lặp lại một cách rõ ràng từ lỗ này sang lỗ khác cho một chuyển đổi nhất định. Những kết quả đó được giải thích bởi một thực tế là kỹ thuật TFM tập trung ở mọi pixel giúp loại bỏ các sai sót khi đánh giá kích thước và phân kỳ làm giảm tính nhất quán giữa các phép đo. Cụ thể, trong khi sử dụng các công cụ xác định kích thước tự động. Ưu điểm này mang lại cho kỹ thuật TFM một lợi thế là đơn giản khi đánh giá chính xác các thay đổi chiều dày nhỏ theo thời gian.
8. Kỹ thuật so sánh hình ảnh thông qua thời gian
Phần tiếp theo so sánh các phép đo thay đổi chiều dày còn lại trong chế độ xem C-scan bằng cách sử dụng các công cụ xác định kích thước tự động. Sau đó, phần sau sẽ so sánh sự khác biệt về hình ảnh giữa cả hai kỹ thuật để nâng cao hiểu biết về sự phát triển của khuyết tật ăn mòn.
8.1. Ăn mòn ở cho một lỗ cụ thể khi sử dụng L-scan
L-scan, còn được gọi là quét tuyến tính, mỗi nhóm biến tử phát mọt chùm tia thẳng duy nhất ở 00, điều này có nghĩa là các chùm tia vuông góc với bề mặt kiểm tra.
Hình 4, 5, 6 biểu diễn hình ảnh PAUT và TFM của cùng một lỗ khoan trong thời gian thử nghiệm. Để làm sáng tỏ so sánh, mức gian tham chiếu được điều chỉnh ở cùng một mức cho tất cả các hình ảnh. Trên hình ảnh TFM, sự cải thiện độ phân giải và hội tụ ở mỗi pixel, làm nổi bật việc tạo ra xung đội nhỏ hơn và không đều bề mặt bên trong được tạo ra bởi quá trình ăn mòn. Mức biên độ cũng ít bị ảnh hưởng hơn so với hình ảnh PAUT. Mặt khác, đối với hình ảnh PAUT, độ nhám này có thể được nhận thấy bằng sự sụt giảm của biên độ phản xạ.
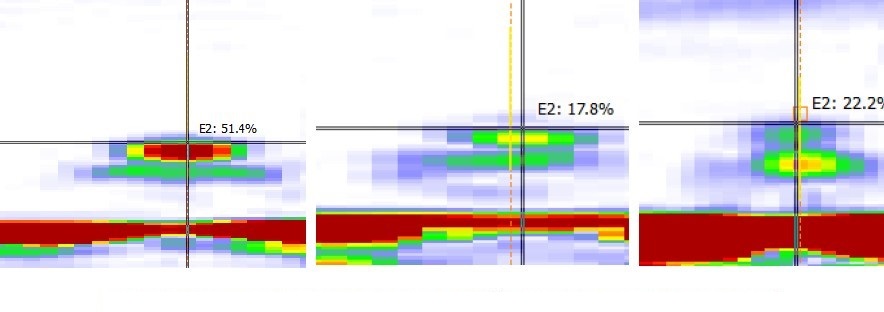
Hình 4: Hình ảnh PAUT của lỗ tại thời điểm ngày 31 tháng 7; ngày 11 tháng 9 và ngày 24 tháng 10
.jpg)
Hình 5: Hình ảnh TFM của lỗ tại thời điểm ngày 31 tháng 7; ngày 11 tháng 9 và ngày 24 tháng 10
Hơn nữa, TFM cung cấp khả năng quét tốt hơn và cải thiện độ chính xác của xung dội theo thời gian. Thật vậy, lỗ khoan đã tạo ra một khoang dưới mái vòm, trên hình ảnh TFM có thể thấy rõ các lỗ vát ở đáy.
8.2. Hình ảnh TOP-VIEW của một lỗ cụ thể
Khi nói đến bản đồ ăn mòn, thông thường nên sử dụng khẩu độ đối xứng. Bằng cách đó, sự phân bố năng lượng được cân bằng như nhau cho cả hai trục C-scan và khả năng hiện thị khuyết tật được cải thiện. Thật vậy, chế độ xem PAUT dường như tròn hơn so với chế độ xem TFM. Sự khác biệt này được giải thích bởi độ phân giải không cân bằng giữa khẩu độ thụ động và chủ động cho phép quét TFM 64 biến tử. Để khắc phục hình ảnh như vậy, luôn có thể ghi lại quá trình quét FMC theo cả hai hướng. Đối với quan điểm này, PAUT có thể tại ra hình ảnh khuyết tật tốt hơn vì xung dội có hình dạng bất thường sẽ xuất hiện theo cùng một cách bất kể hướng quét.
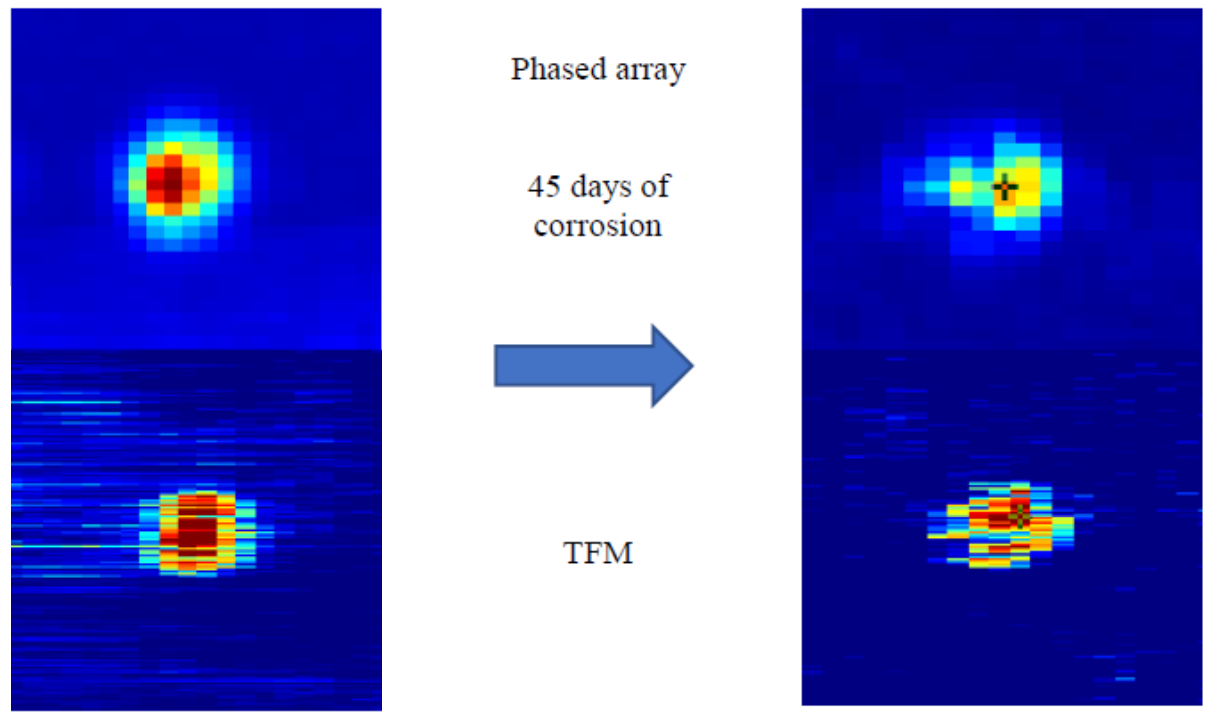
Hình 6: So sánh PAUT C-scan và TFM C-scan
Ngoài ra, đối với một mức biên độ tương đương, PAUT có SNR tốt hơn so với TFM. Thật vậy, SNR đo được cho PAUT và TFM lần lượt là 25 dB và 12 dB, cả hai lần quét đều được ghi lại cùng một lúc. Sự khác biệt SNR này được giải thích bởi sự sụt giảm mức năng lượng. Phát xung trong PAUT tạo ra năng lượng tập trung hơn so với chỉ một biến tử phát. Thật may mắn, TFM sử dụng nhiều biến tử nhận và tính trung bình các tín hiệu ngẫu nhiên.
9. Kết luận
Có thể thấy rằng, PAUT cung cấp biểu diễn khuyết tật tốt hơn cho bản đồ 2D so với TFM. Khẩu độ đối xứng của cấu PAUT cho phép kỹ thuật này thể hiện sai sót chính xác hơn của thực tế. Ngoài ra, từ quan điểm tốc độ thu nhận, kỹ thuật PAUT vẫn nhanh hơn so với kỹ thuật TFM. Khi so sánh tiết diện của xung phản hồi giữa PAUT và TFM, nó cho thấy sự khác biệt về kích thước và độ chính xác. Hình ảnh TFM là các pixel chứa thông tin năng lượng tập trung cao độ trong khi mảng phân kỳ cung cấp thông tin trung bình của xung.
Cuối cùng, cả hai kỹ thuật đều có ưu và nhược điểm của chúng; một lần nữa cho thấy rằng các kỹ thuật bổ sung cho nhau theo yêu cầu ứng dụng cụ thể.